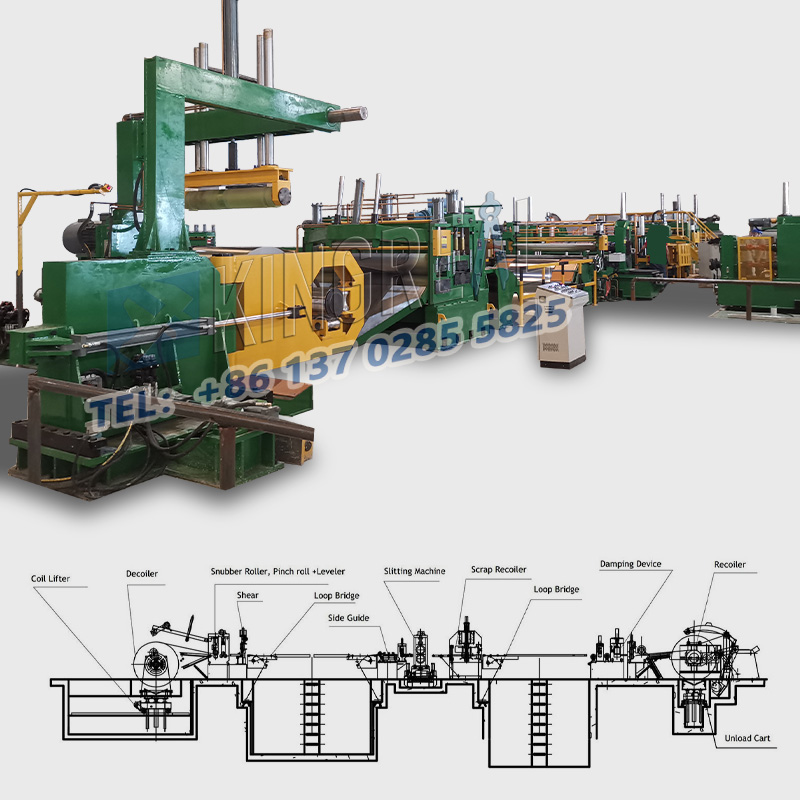
1. 저장 테이블: 처리할 원료에 사용되며 원료 대기 장소라고도 하며 일반적으로 사용자 정의됩니다. 1-2.
2. 롤 운반 카트 : 저장 테이블에 보관할 원료를 언코일러로 운반하고 상승, 하강, 앞뒤 이동 등의 기능을 통해 원료를 언코일러에 넣습니다. 일반적으로 시각적 / 수동식을 채택합니다. 모드 또는 완전 자동 "V" 평면 또는 롤 평면으로 만들 수 있습니다.
3. 언코일러: 일반적으로 원재료 중량이 큰 단일 캔틸레버 유형은 언코일러 드럼 보조 지지대 끝에 추가해야 하며, 언코일러 시트는 일반적으로 기능 이동 전후에 단일을 따라 평행한 방향을 갖습니다. , 일반적으로 시각적/역방향 모드로 원자재 센터링을 효과적이고 신속하게 완료할 수 있으며 전자동 자동 센터링으로 만들 수도 있지만 값비싼 비용이 증가해야 합니다.
4. 클램핑, 레벨링 및 플레이트 헤드 전단: 클램핑 휠은 일반적으로 유압, 공압 및 전기 리프팅 장치이며, 레벨링 기계는 일반적으로 리프팅 및 위치 지정의 안정성을 보장하기 위해 전기 리프팅 및 웜 기어 구조이며, 플레이트 헤드 전단은 일반적으로 유압 전단입니다. 디스크 전단 플러시의 끝 부분에 원료가 들어 있는지 확인하는 기계입니다. 드라이브는 일반적으로 기계의 라인 속도가 부드럽고 동기화되도록 무단 속도 모터로 구동됩니다.
5. 라이브 피트 세트: 원료 저장 버퍼 피트라고도 알려져 있으며 일반적으로 깊이 2~4미터, 길이 3~4미터, 클램핑 및 세로 전단 속도 일치 버퍼 장치의 원료로 일반적으로 유압 전기 리프팅 전환 플랫폼, 클램핑 및 측면에 원료를 장치를 안내하기 위해 전환 플레이트는 일반적으로 롤러 및 긁힘 방지 재료의 전환 표면과 원료 접촉으로 사용됩니다.
6. 사이드 가이드 및 클램핑 장치: 사이드 가이드는 일반적으로 수직 롤러 유형 또는 수직 플레이트 구조를 사용하여 고속 전진 측면 위치 지정 장치의 원료로 가로 위치 지정의 세로 전단에 있는 원료가 손상되지 않도록 합니다. 작동하는 것처럼 보이고 완제품 전단 폭이 좋지 않습니다. 클램핑 장치는 일반적으로 롤러에 사용되어 성의 확산을 전단하기 전에 원료를 보장합니다.
7. 슬리팅 머신은 이 생산 라인의 핵심 장치로서 블레이드와 스페이서의 다양한 조합을 통해 완제품의 다양한 폭을 절단합니다. 슬리팅 나이프 샤프트의 정밀도는 매우 높습니다. 세로 방향 런아웃, 측면 편향 및 기계적 강도가 모두 슬리팅 제품의 정확성을 결정합니다. 원형 블레이드 및 블레이드 스페이서와 같은 액세서리의 정밀도 요구 사항에 따라 슬리팅 제품의 정확도와 나이프 배열 시간이 결정되며 이는 가공 출력에 직접적인 영향을 미칩니다. 되감기 방법에는 일반적으로 고무 링 되감기 및 압력판 되감기의 두 가지 되감기가 있으며 블레이드 및 블레이드 스페이서의 위치 지정에는 너트 위치 지정 및 더 비싼 유압 샤프트 잠금 등이 있습니다. 되감기 방법에는 고무 링 되감기의 두 가지 되감기가 있습니다. 그리고 압력판 되감기.
8. 전환 플랫폼: 전환 플랫폼은 장치 내의 완성된 완충 구덩이 세트로의 완제품 전단 전환으로의 전환이며, 디스크 전단 부분에 가까운 요구 사항은 블레이드 열을 용이하게 하기 위해 자유롭게 들어 올릴 수 있습니다. 그룹 및 완제품 품질 측정 및 기타 기능은 재료 압력판 장치 끝의 고정 부분에서 전단이 라이브 구덩이 세트로 떨어지면 완제품이 매듭으로 엉망이 되는 것을 방지합니다.
8. 스크랩 에지 되감기 기계 : 스크랩 에지 되감기 기계는 디스크 유형 수집 장치를 채택하여 재료 전단 후 스크랩 에지를 묶음으로 되감아 스크랩 에지 와이어의 보관 및 운송을 용이하게 하며 일반적으로 나사형 안내로 보완됩니다. 무한 가변 속도 및 장력 제어 모터 드라이브의 구동을 채택하고 비상 정지 브레이크가 추가된 장치 또는 캠 연결형 안내 장치이며 수동 하역과 자동 하역의 두 가지 방법이 있습니다.
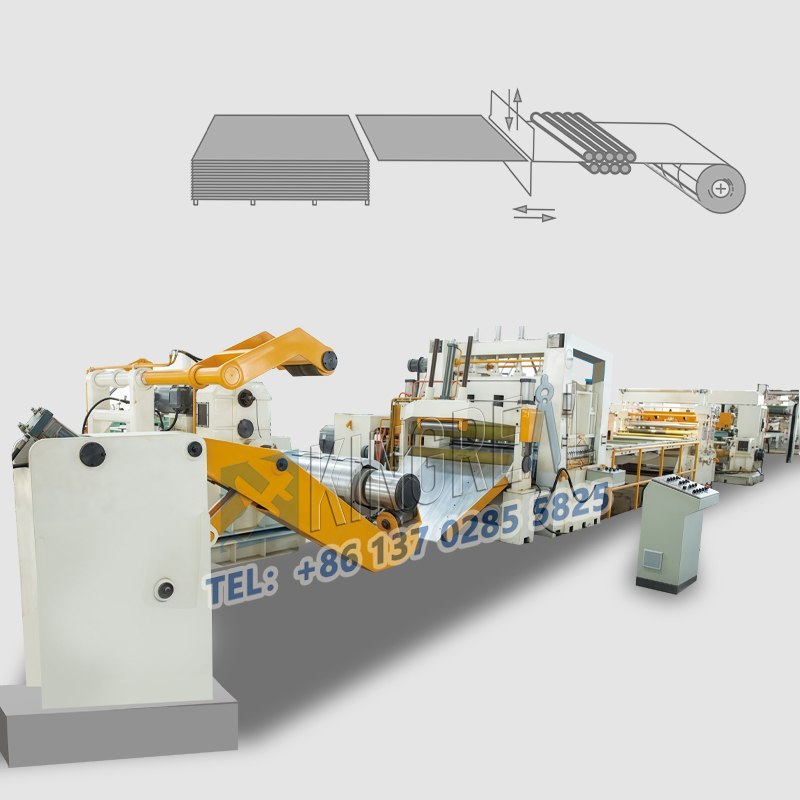
9. 전면 분리 장치: 전면 분리 장치는 완제품이 장력 생산 스테이션에 들어가기 전에 분리하여 완성된 벨트가 장력으로 압착될 때 교차 벨트로 쌓이지 않도록 하기 위한 것입니다. 일반적으로 이중 분리와 위치 결정 및 미끄럼 방지 벨트 프레스 휠을 사용하고, 앞부분에는 승강이 가능한 분리축을 채용하여 프레스 휠에 의한 압착판의 소성변형을 방지할 수 있으며, 분리축에는 이동식 가이드레일을 채택하였습니다. 분리 샤프트 슬라이딩에 의해 편리하고 유연하게 당길 수 있는 분리 샤프트는 칸막이의 행 그룹화를 용이하게 하기 위해 쉽고 유연하게 당길 수 있는 이동식 가이드 레일을 채택합니다.
10. 구 분리 장치: 구 분리 장치는 완제품이 장력 생산 스테이션에 들어가기 전에 분리하여 완제품이 장력에 의해 압착될 때 교차되어 쌓이지 않도록 하는 것이며 일반적으로 구성됩니다. 2중 분리 및 위치 결정 및 미끄럼 방지 벨트 프레스 휠로 구성되었으며, 전자 부분은 승강이 가능한 분리 샤프트를 채택하여 프레스 휠로 인한 프레스 플레이트의 소성 변형을 방지하고 분리 샤프트를 채택했습니다. 분리축 슬라이딩에 의해 편리하고 유연하게 당겨질 수 있는 이동식 가이드 레일이 있어 분리축은 이동식 가이드 레일을 채택하여 분리축을 유연하고 편리하게 당겨서 분리 열 그룹화를 용이하게 합니다. 시트.
11. 장력 발생 스테이션: 장력 발생 스테이션은 플레이트 장력 스테이션, 벨트 장력 스테이션 및 롤러 장력 스테이션으로 구분됩니다. 일반적으로 장력 발생 기능을 달성하기 위해 압력을 높이고 낮추기 위해 조정 가능한 유압을 채택하고 벨트 유형과 롤러 유형은 장력을 발생시키기 위해 슬라이딩 마찰 저항을 채택합니다.
13. 되감기 기계 : 완제품 되감기 기계라고도 알려진 되감기 기계는 장비 롤로 되감는 분할 전단 완제품이며, 되감기 드럼은 기복 구조일 수 있으며 완제품의 원활한 철수를 촉진합니다. 완제품의 교차점, 쌓인 벨트 및 롤 플랫의 완제품 끝을 방지하는 분리 장치, 완제품의 평형 밸브로 보완되는 유압 리프팅, 점점 더 커지면서 자동으로 평형을 이룰 수 있습니다. 유압식으로 구동되는 푸시 플레이트 장치가 상승하면 완제품이 드럼의 드럼에서 꺼내집니다. 푸시 플레이트 장치는 유압식으로 구동되어 완성된 테이프를 테이크업 릴에서 부드럽게 밀어냅니다. 더 무거운 롤을 수집할 때는 보조 지지 장치가 사용됩니다. 구동 모터는 일정한 출력의 모터로 구동되어 대형 롤의 재료를 감을 때 권취력이 유지되고 테이프가 쏠리지 않도록 합니다. 빠른 제동 브레이크는 벨트가 칼을 당기는 것을 방지합니다.