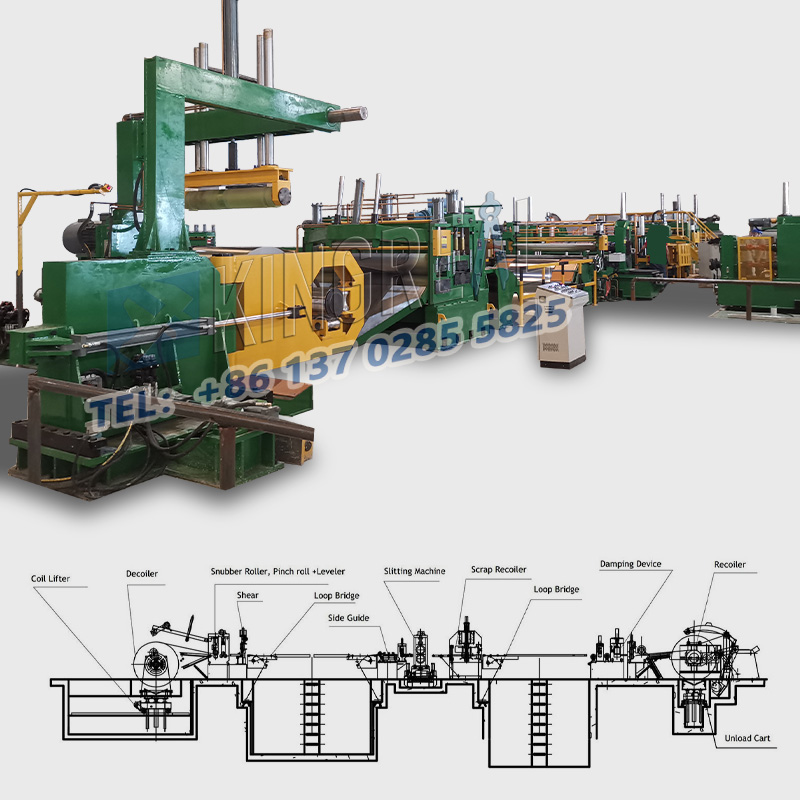
종방향 전단 코일 슬리팅 머신주로 실리콘 강판, 알루미늄 코일, 아연 도금 코일, 스테인레스 강, 일반 탄소강 및 기타 코일 및 슬리팅 길이를 따라 시트 재료 스트립을 여러 개의 작은 스트립으로 사용하는 데 사용됩니다. 세로 전단 금속 슬리팅 머신은 어느 정도 세로 전단, 슬리팅 머신, 롤링 전단, 디스크 전단, 슬리팅 머신으로도 알려져 있습니다.

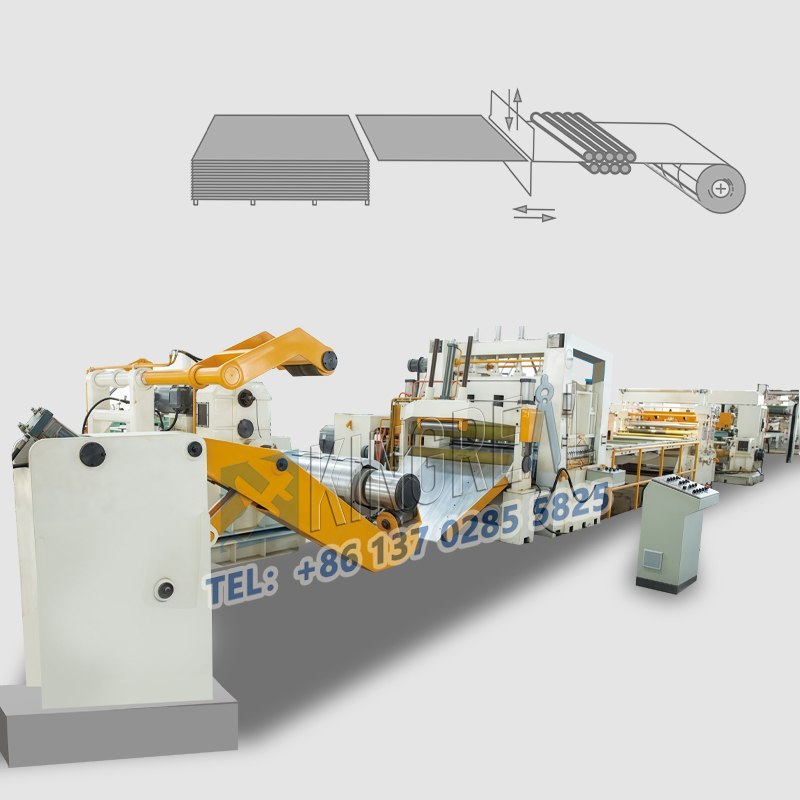
기능 설명: 슬리팅 및 강철 슬리팅 기계는 실리콘 강판, 알루미늄 코일, 아연 도금 코일, 스테인레스 스틸, 일반 탄소강 및 기타 코일 시트를 길이 방향을 따라 여러 개의 작은 스트립으로 쪼개는 데 사용됩니다. 종방향 전단 슬리팅 기계는 상부 및 하부 나이프 샤프트와 고정되고 동기화된 리프팅 구조로 구성됩니다. 플라크는 주조, 노화 처리, 보링 기계 정밀 가공입니다. 상부 및 하부 커터 샤프트는 선삭, 고주파 처리, 연삭, 크롬 도금, 연삭 등 여러 공정을 거쳐 정밀하게 가공됩니다.
그렇다면 슬리팅 머신 작동 중 슬리팅 크기에 영향을 미치는 요인은 무엇입니까?
1. 슬리팅 기계 장비의 작동 과정에서 공구의 횡진동 문제가 있으면 공구의 횡진동 및 공구 외경과 같은 치수 불량이 발생하게 됩니다. 크기도 다르고 품질도 좋지 않습니다. 공구의 가로 진동 값은 0이 될 수 없습니다. 그 이유는 공구 두께, 내경, 스페이서 슬리브 폭 등의 정확도 오차와 두꺼운 판재 절단 시 측면 응력에 의해 발생하는 뒤틀림 때문입니다.
2. 철강 슬리팅 기계 장비 생산 중 강판의 횡방향 변형 문제가 발생하여 폭 치수가 불량했습니다. 이는 횡방향 변형 상태에서 절단된 제품의 측정값이 커터의 설정값보다 크기 때문입니다.
3. 슬리팅 머신 장비의 생산 작업으로 인해 스페이서 세트와 나이프에 특정 일치 오류가 있습니다. 칼을 맞췄을 때 조각 수가 많아지면 누적 오차도 커집니다. 이는 상한 공차 설정이 잘못되었기 때문입니다. 슬리팅 머신으로 절단된 제품의 너비는 항상 칼의 제품 측면 치수보다 약간 낮다는 것을 아는 것이 중요합니다.
따라서 이러한 차이의 정도를 미리 예측할 필요가 있다. 이는 나이프 타임 스페이서의 제품측 치수를 결정할 때 참고됩니다. 사용된 전단 방법도 고려됩니다. 이에 비해 슬리팅 머신 장비가 스트레이트 풀형 전단을 채택하면 강철 코일의 장력이 증가하고 가로 변형이 사라지며 크기도 차이가 줄어듭니다.