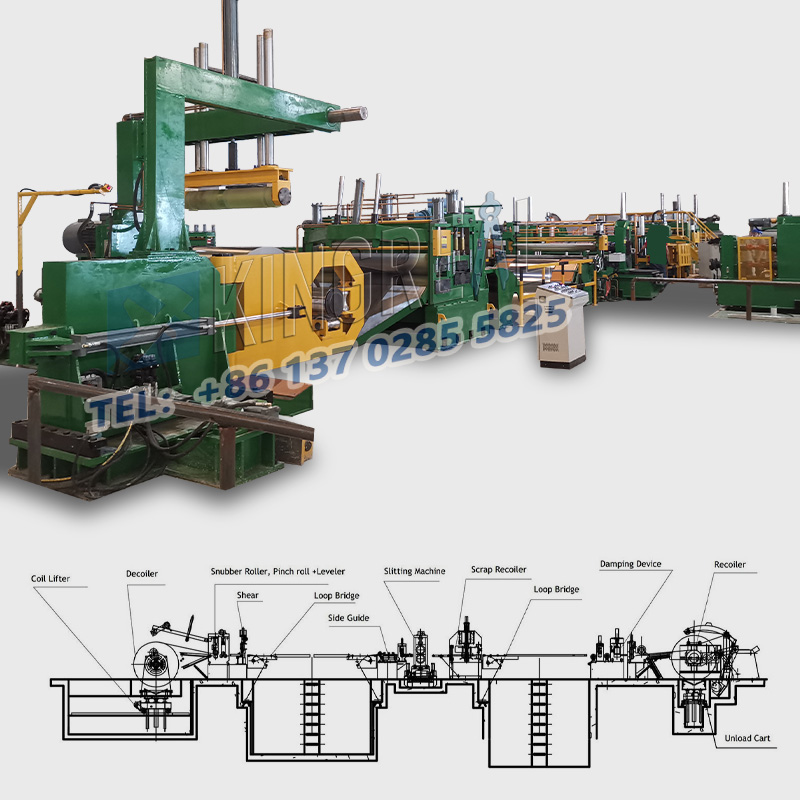
그만큼길이선으로 자르기코일 단면에서 시트까지 다양한 원자재와 두께의 금속 시트를 절단하고 시트를 직선화하여 특정 길이로 절단하도록 특별히 설계되었습니다. 기본 공정에는 풀기, 교정, 교차 절단 및 쌓기 등이 포함됩니다. 완전 자동 절단 길이 생산 공정을 실현하고 고객의 치수 요구 사항을 충족하고 2차 가공에 투입되는 시트 제품을 생산합니다. 자동차 제조, 기계 제작 및 금속 가공 산업에 사용됩니다.

원본 재료의 두께와 원자재가 서로 다른 경우, 전단 라인 생산 공정에서 길이에 맞게 절단하여 전단의 진행과 속도를 보장하는 방법은 무엇입니까?
의 원리는 무엇입니까?길이 기계로 절단전단?
우선, 전단 기계에 들어가기 전에 금속 코일의 공정 범위를 이해해야 합니다.
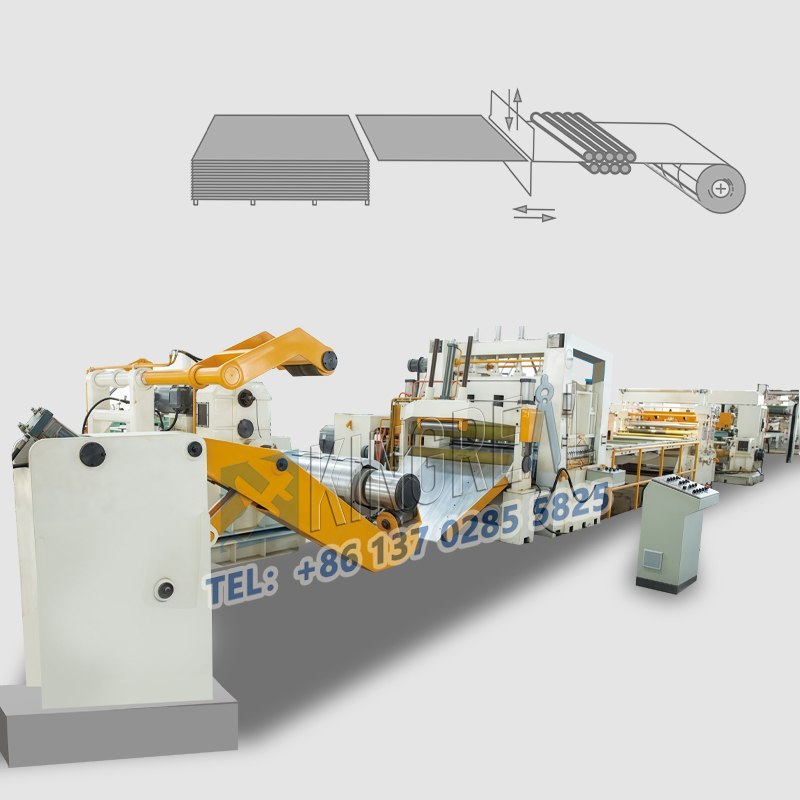
1. 재료 공급: 판금은 공급 장치(예: 롤러, 컨베이어 벨트 등)를 통해 전단 장치로 공급됩니다. 공급 장치는 시트가 전단 영역으로 원활하고 지속적으로 공급되도록 보장합니다.
2. 위치 지정 및 클램핑: 전단 정확도를 보장하려면 전단하기 전에 판금의 위치를 정확하게 지정해야 합니다. 플레이트의 위치를 결정하기 위한 위치 지정 장치(예: 위치 지정 핀, 광전 센서 등), 전단 공정 중에 플레이트가 움직이지 않도록 플레이트를 고정하는 클램핑 장치(예: 유압 고정 장치).
1. 정밀 레벨링: 금속판 또는 스트립을 교정하는 데 특화된 장치로 주로 재료 생산 및 가공 중에 발생하는 굽힘, 잔물결 및 기타 고르지 않은 결함을 제거하여 재료의 평탄도와 품질을 향상시키는 데 사용됩니다. 일반적으로 내부에는 위아래로 배열된 여러 세트의 레벨링 롤러가 설치됩니다. 이 롤러는 기계적 또는 유압식으로 구동되어 상부 롤러와 하부 롤러 사이에서 재료를 반복적으로 구부립니다.

전단 호스트 장비의 원리:
전단 기계의 핵심 부분은 전단 블레이드이며 일반적으로 상부 블레이드와 하부 블레이드를 포함합니다. 블레이드의 재질은 경도와 내마모성을 보장하기 위해 특수 열처리 공정을 거친 후 일반적으로 고강도 합금강입니다.
슬라이더 이동: 전단기는 일반적으로 수직 또는 대각선 하향 이동을 따라 상부 블레이드를 이동시키기 위해 기계적으로 또는 유압식으로 구동되고, 고정된 하부 블레이드는 전단력을 형성합니다.
전단력 작용: 상부 블레이드를 누르면 시트는 상부 블레이드와 하부 블레이드 사이에서 전단력 작용을 받습니다. 전단력이 재료의 전단강도를 초과하면 플레이트가 전단선을 따라 파손되어 전단이 완료됩니다.
폐기물 배출: 전단이 완료된 후 절단된 시트와 폐기물은 컨베이어 또는 폐기물 슈트를 통해 배출됩니다.
한편, 현대식 가위에는 일반적으로 컴퓨터 수치 제어(CNC) 시스템이 장착되어 있습니다. 제어 시스템은 높은 수준의 자동화를 통해 전단 매개변수(예: 전단 길이, 수량 등)를 설정하도록 프로그래밍되어 있어 생산성과 전단 정확도를 향상시킬 수 있습니다.