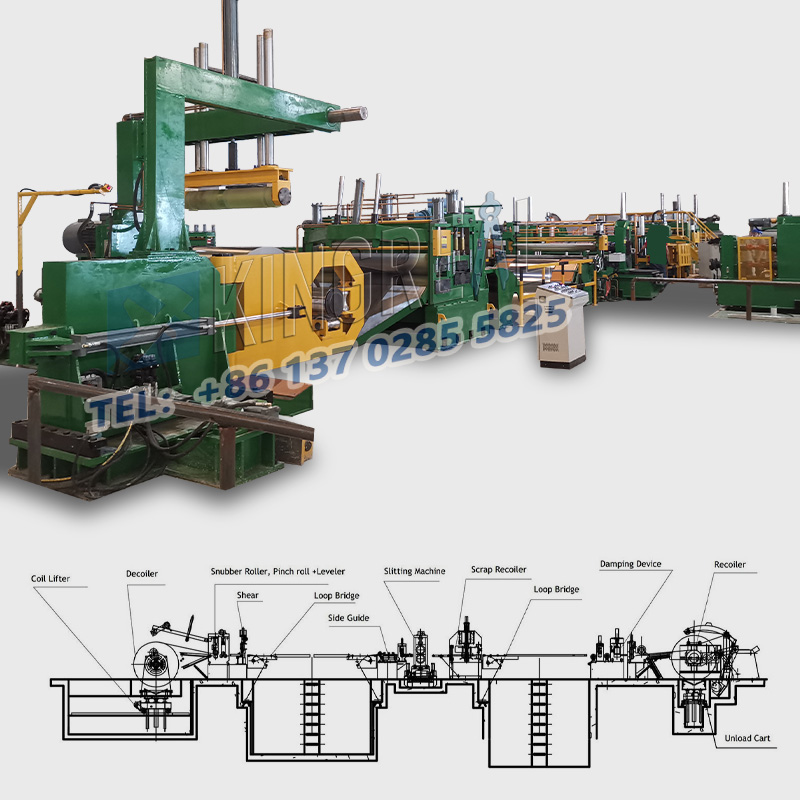
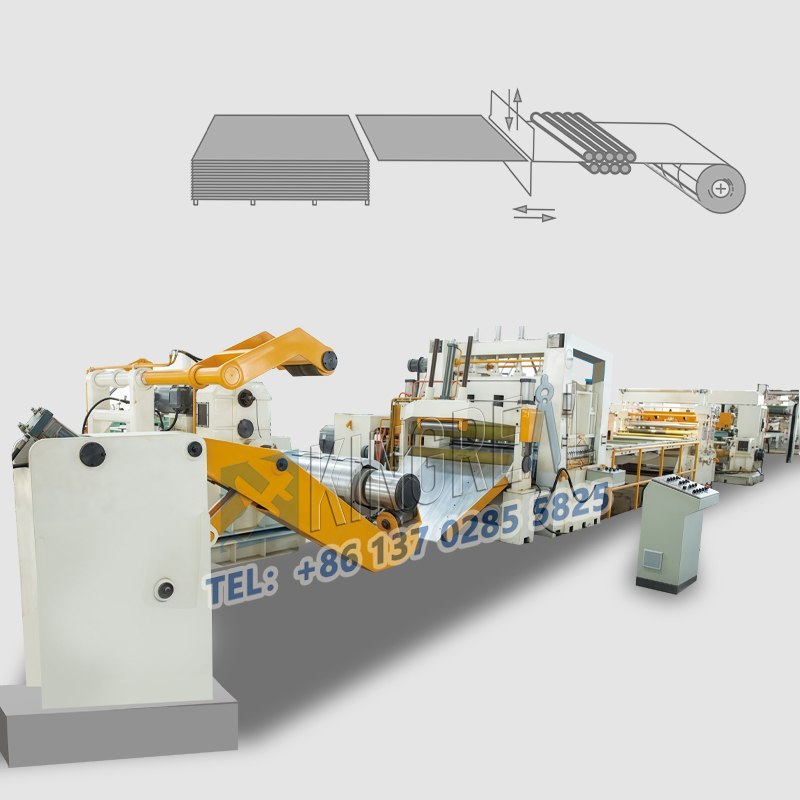
금속 슬리팅 머신금속 가공 산업에서 널리 사용되며 주로 대형 금속 재료 롤을 여러 개의 좁은 스트립으로 절단하는 데 사용됩니다. 그러나 실제 가동 중에 금속 절단 라인은 다양한 이상 현상을 겪을 수 있으며, 이로 인해 가공 효율성이 저하되거나 재료 낭비가 발생할 수 있습니다. KINGREAL STEEL SLITTER의 이 기사에서는 금속 슬리팅 기계의 몇 가지 일반적인 작동 문제를 다루고 사용자가 금속 슬리팅 라인을 더 잘 활용할 수 있도록 해당 솔루션을 제공합니다.
1.1 코일 붕괴
슬리팅 후 강철 코일을 릴에서 제거하면 종종 붕괴되어 타원형이 됩니다. 이러한 현상의 주요 원인은 권취 공정 중 장력이 부족하거나, 강대 표면에 방청유가 존재하여 층간 마찰이 충분하지 않기 때문입니다. 이 문제를 해결하려면 다음과 같은 조치를 취할 수 있습니다.
1.1.1 코일 변형을 방지하기 위해 권선 과정 중에 충분한 장력이 가해졌는지 확인하십시오.
1.1.2 강철 스트립 표면을 정기적으로 검사하여 깨끗하고 오일이 없는지 확인하여 층 간 마찰이 양호한지 확인합니다.
1.2 고르지 못한 강철 코일 가장자리
고르지 못한 강철 코일 가장자리는 주로 다음 요인에 의해 발생합니다.
1.2.1 장력 불량: 권취 시작 시 장력이 약하고 권취 종료 시 장력이 강하면 권취가 고르지 않게 됩니다. 이를 방지하려면 감기 시작 시 장력을 높이고 끝 부분에서는 장력을 줄여야 합니다.
1.2.2 고르지 못한 장력 분포: 강철 스트립이 앞쪽 가장자리에서 직선으로 절단되지 않거나 절단 중에 클램프가 강철 스트립의 앞쪽 가장자리에 물린 경우 고르지 않은 장력 분포가 발생합니다. 작업 전, 슬리팅 스트립이 릴 표면에 단단히 부착되어 균일한 장력을 보장하는지 확인하십시오.
1.2.3 루프 피트의 진동: 강철 스트립이 루프 피트에서 좌우로 진동하고 작은 가이드 롤러가 제대로 고정되지 않으면 장력 플레이트 각도가 변경되어 고르지 않게 감기게 될 수 있습니다. 진동을 줄이기 위해 루프 피트 뒤에 카펫이나 펠트를 사용하여 강철 스트립 표면에 접촉할 수 있으며 작은 가이드 롤러를 고정해야 합니다.
1.2.4 버 발생: 좁은 강철 스트립의 경우 절단 중 양면에 큰 버 또는 일관되지 않은 버가 있으면 권선이 고르지 않게 될 수 있습니다. 버가 아래를 향하도록 루프 피트에서 버가 위쪽을 향하도록 강철 스트립을 뒤집어 이 문제를 효과적으로 방지하는 것이 좋습니다.
슬리팅 후 강철 스트립은 측면 굽힘과 같은 변형을 나타낼 수 있습니다. 그 이유는 매우 복잡합니다.
2.1 고르지 못한 전단 간격:
에금속 슬리팅 머신, 커터 샤프트 숄더의 부정확한 기준점, 커터 샤프트 베어링의 과도한 축방향 클리어런스 또는 스페이서나 두께의 오류로 인해 전단 간격이 고르지 않아 변형이 발생할 수 있습니다. 금속 슬리팅 라인을 정기적으로 검사하고 교정하여 정상적인 작동을 보장하면 이러한 상황을 효과적으로 예방할 수 있습니다.
2.2 재료 두께 변화:
폭이 넓은 소재의 가운데 부분과 가장자리 부분의 두께 차이는 특히 압연 소재의 경우 흔히 발생하는 문제입니다. 금속 슬리팅 라인 정밀도 및 조정 기술의 차이로 인해 제조업체마다 재료의 두께 차이도 다릅니다. 가공하기 전에 두께 테스트를 수행하고 실제 두께 차이에 따라 조정하는 것이 좋습니다.
2.3 모재 굽힘:
압연시 모재에 발생하는 내부응력을 잠재잔류응력이라 합니다. 세로 방향 슬리팅 후 응력 균형이 상실되면 강철 스트립이 구부러질 수 있습니다. 따라서 고품질 원료를 선택하고 압연 공정을 최적화하는 것이 중요한 솔루션입니다.
2.4 일관되지 않은 버 또는 가장자리:
코일링 중에 버가 더 큰 쪽의 플레이트 두께가 더 두꺼우면 코일 직경이 더 커지고 나팔 모양의 굴곡이 형성됩니다. 이를 해결하기 위해 반대편에 적절한 두께의 종이를 삽입하거나 슬리팅 공정을 채택할 수 있습니다.
2.5 스트립의 물결 모양 가장자리:
코일링 공정 중에 버(burr)가 있으면 강철 스트립 가장자리의 두께가 증가하여 가장자리가 늘어날 수 있습니다. 금속 슬리팅 머신 작동 중에는 측면 압력을 줄이기 위해 수평 간격을 늘려야 합니다. 또한, 절단되는 재료에 적합한 블레이드를 사용하고 블레이드 마모를 줄이는 것도 이 문제를 해결하는 데 도움이 됩니다.
3.1 칼날에 붙잡힌
좁은 강철 스트립을 절단할 때 손가락 모양의 압력판이 두 외부 블레이드 사이의 틈을 완전히 채우지 않으면 강철 스트립이 두 외부 블레이드에 걸려 주름이 발생할 수 있습니다. 이 문제를 방지하는 효과적인 전략은 외부 블레이드 사이의 틈을 평평한 압력판으로 채우고 블레이드에 정기적으로 등유를 도포하여 마찰을 줄이는 것입니다.
3.2 와인딩 드럼 조의 주름 발생
금속 슬리팅 머신의 경우, 첫 번째 와인딩 과정에서 강철 스트립이 와인딩 드럼에 꼭 맞지 않으면 후속 와인딩 중에 주름이 발생할 수 있습니다. 이를 방지하려면 권취 드럼 조를 정기적으로 점검해야 하며, 권취 시작 시 강철 스트립이 드럼에 견고하고 단단히 부착되어 있는지 확인해야 합니다.
4.1 압력판으로 인한 블레이드 자국
압력판의 높이가 가이드판과 일치하지 않으면 강철 스트립에 과도한 압력이 가해져 칼날 자국이 생길 수 있습니다. 따라서 프레셔 플레이트의 높이를 정기적으로 점검하여 가이드 플레이트의 높이와 일치하도록 조정해야 합니다.
4.2 블레이드 압력판의 진동
칼날 압력판이 위아래로 진동하면 칼날 자국이 생길 수도 있습니다. 이러한 블레이드 자국은 일반적으로 간헐적이며 주요 원인으로는 스핀들 굽힘, 블레이드와 스핀들 사이의 과도한 간격, 블레이드 반대편의 금속 파편 소결 등이 있습니다. 스핀들 상태를 확인하고 칼날을 깨끗하게 유지하면 칼날 자국 발생을 효과적으로 줄일 수 있습니다.
금속 슬리팅 라인일상적인 사용 중에 다양한 문제가 불가피하게 발생하지만, 세심한 검사와 유지 관리를 통해 많은 문제를 피하거나 완화할 수 있습니다. 금속 슬리팅 머신에 대한 일반적인 문제와 솔루션을 이해하고 숙지하면 사용자가 생산 프로세스를 최적화하고 작업 효율성을 향상시키는 데 도움이 될 수 있습니다. KINGREAL STEEL SLITTER는 위의 제안이 금속 슬리팅 라인을 사용하는 데 귀중한 참고 자료가 되고 지속적이고 효율적인 작동을 보장하기를 바랍니다. 질문이 있으시면 언제든지 KINGREAL STEEL SLITTER에 문의해 주세요!