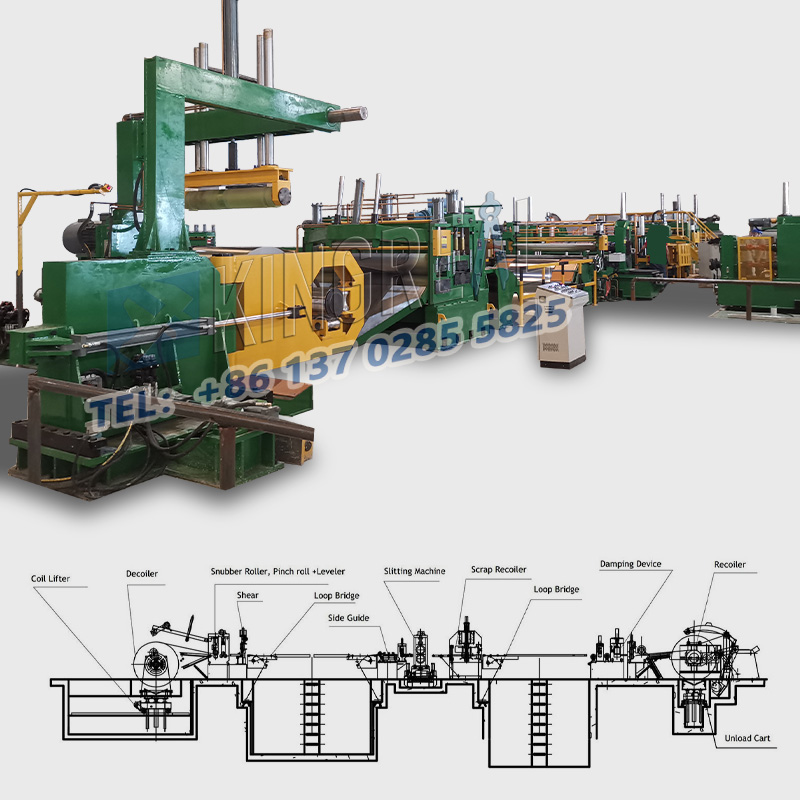
(i) 교정길이 라인에 대한 무거운 게이지 절단의 핵심 구성 요소
피드 롤러 정밀도 :
롤러 표면의 평행을 정기적으로 점검하십시오. 오류는 ≤0.05mm/m 이내에 오차를 제어해야하며, 롤러 표면과 플레이트 표면 사이의 간격을 측정하기 위해 필러 게이지를 사용해야합니다. 마모가 0.1mm를 초과하면 접지 또는 교체해야합니다. 레이저 간섭계를 사용하여 서보 모터 인코더를 보정하면 고속 절단 중에 피드 포지셔닝 정확도가 ≤+0.1mm 여야합니다.
가위 블레이드 교정 :
상단 및 하부 블레이드의 평행은 0.02-0.05mm로 유지해야하며, 필러 게이지 및 다이얼 표시기로 감지 할 수 있습니다. 블레이드 사이의 간격은 플레이트의 두께에 따라 조정됩니다. 예를 들어, 얇은 판 (≤2mm) 사이의 간격은 0.01-0.03mm이고 중간 판 (2-6mm) 사이의 갭은 0.03-0mm입니다.
블레이드의 수직 오차는 ≤0.03mm/100mm입니다. 공차를 초과하는 경우 공구 홀더의 수직 성은 심에 의해 조정되어야합니다.
(ii) 길이 기계로의 무거운 게이지 컷의 일일 유지 보수
윤활 시스템 중장기 절단 길이 라인에 대한 윤활 시스템 : 매주 기어 박스 오일 레벨을 점검하고 40-60 ℃에서 파동 압력 시스템의 오일 온도를 제어하고 매일 가이드 레일에 32-46CST의 특수 절단 유체를 바릅니다.
헤비 게이지 컷을위한 전기 시스템 길이 기계 : 인코더, 격자 눈금자 및 기타 센서를 분기마다 알코올로 닦아내고 1/3 이상 마모 될 때 모터 카본 브러시를 교체하십시오. 고정 부품 : 정기적으로 t를 다시 확인하십시오도구 홀더 및 공급 메커니즘 볼트의 Orque, 예를 들어, M12 볼트의 토크는 80-100n · m에서 유지해야합니다.

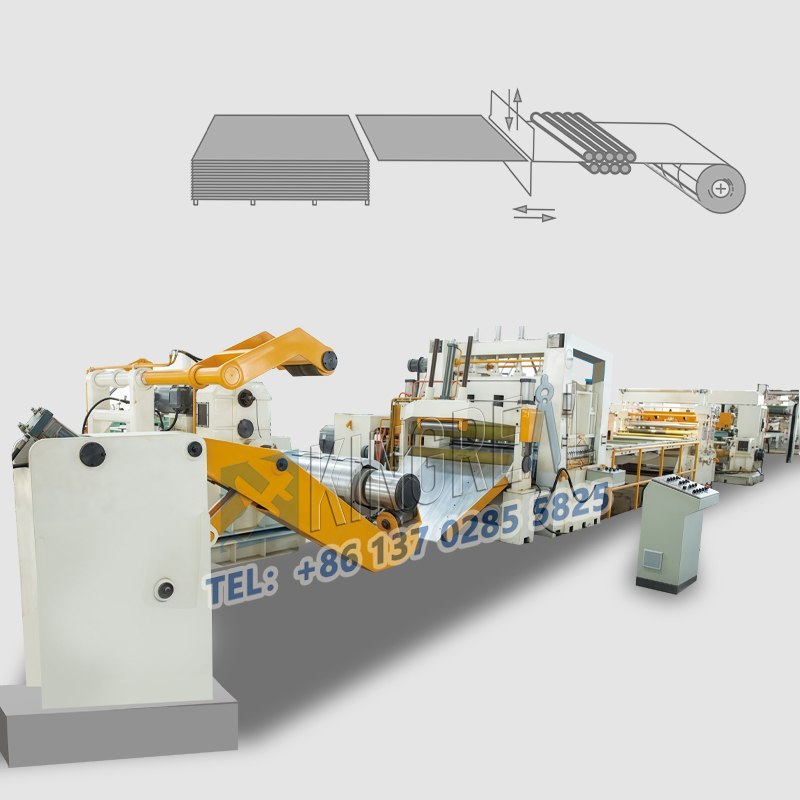
(i) 일치하는 절단 속도 및 수유 속도
다른 재료 및 두께의 판의 속도는 그에 따라 조정되어야합니다. 냉간 압연 강판 (0.5-3mm) 절단 속도 30-80m/분, 공급 속도 25-70m/분, 냉각 시스템을 고속 절단 중에 켜야합니다. 스테인레스 스틸 플레이트 (1-5mm) 절단 속도 15-40m/분, 공급 속도 10-35m/분, 블레이드는 주석 코팅으로 코팅되어야합니다. 알루미늄 합금 플레이트 (0.8-4mm) 절단 속도 40-100m/분, 공급 속도 35-90m/분, 스프레이 절단 유체 윤활이 사용됩니다.
(ii) 블레이드 각도 및 프레스 힘 설정 블레이드 각도 : 전단 각도 (상단 및 하부 블레이드 각도)는 판의 특성, 얇은 판의 경우 5-8 ", 중간 및 두꺼운 플레이트의 경우 8-12", 고강도 강철과 같은 단단한 재료의 경우 12-15 ""12-15 ", 뒷면 앵글 (3-5 °)에 설정되어 있으며, 앵글이 꼭 흡수되어야합니다. 플레이트의 두께에 따라 조정, 1mm 플레이트의 경우 2-3kN, 3mm 플레이트 5-7KN의 경우 2-3KN, 압력 센서를 통한 실시간 모니터링으로 압력이 충분하지 않으면 플레이트 뒤틀림이 쉽게 뒤틀릴 수 있습니다.

(i) 코일/플레이트에 대한 수용 표준
평탄도 : 스틸 플레이트 측면 굽힘 ≤1mm/m, waviness ≤3mm/2m, 절단하기 전에 방해가되지 않아야합니다.
경도 편차 : 동일한 배치 ≤15HB에서 플레이트의 경도 차이, Rockwell 경도 테스터를 사용한 무작위 검사, 고르지 않은 경도는 불일치 블레이드 마모로 이어질 것입니다.
(ii) 빈 전처리
표면 세정 : 오일 얼룩과 산화물 스케일을 제거하십시오 (아세톤 또는 기계적으로 연마 된 상태로 닦을 수 있음) 잔류 불순물은 블레이드 마모가 악화됩니다. 코일 긴장 장력 : 두께, 0.5mm 플레이트 장력 50-80n/mm, 2mm 플레이트 150-200n/mm에 따라 조정하면 장력이 충분하지 않으면 공급이 미끄러질 수 있습니다.

(i) 조브 전 교육 포인트길이 라인에 대한 무거운 게이지 절단
매개 변수 설정 연습 : 예를 들어, 3mm 스테인리스 스틸을 자르면 블레이드 간격이 0.05mm, 누르기 힘 6KN; 레이저 도구 설정 기기, 도구 설정 정확도 ≤0.02mm와 같은 자동 도구 설정 시스템을 사용하는 방법을 배웁니다.
비정상적인 판단력은 무거운 게이지 컷 길이 기계에 대한 비정상적인 판단 능력 : 블레이드 충돌과 같은 비정상적인 노이즈를들을 때 블레이드 가장자리를 확인하기 위해 헤비 게이지 컷을 길이 선으로 즉시 중지하십시오. 절단 표면의 버가 0.1mm를 초과하면 블레이드 마모인지 너무 큰 간격인지 판단하십시오.
(ii) 무거운 게이지 컷을위한 작동 공정의 표준화 길이 기계에 대한
스타트 업 예열 : 동일한 서비스 시스템의 온도 변동을 ≤2 ℃로 만들고 열 안정성에 도달하기 위해 10-15 분 동안 비어있다.
첫 번째 조각 3 검사 : 첫 번째 조각을 자른 후 0.02mm의 정확도를 가진 Vernier Caliper를 사용하여 크기를 측정하고, 다이얼 표시기가 평평성을 감지하고, 시각적으로 버를 확인하십시오.

(i) 온라인 탐지 수단길이 라인에 대한 무거운 게이지 절단
광전자 센서는 공급 길이를 실시간으로 모니터링하고 편차가 ± 0.3mm를 초과 할 때 자동으로 경보합니다. 적외선 온도계는 블레이드 온도를 모니터링하고 120 ℃를 초과 할 때 수냉 또는 공기 냉각 강제 냉각을 시작합니다.
(ii) 무거운 게이지 컷을위한 오프라인 샘플링 표준 길이 기계에 대한 오프라인 샘플링 표준
길이 크기 : 허용 오류 ≤1000mm ± 0.5mm 인 경우 버니어 캘리퍼를 사용하여 50 개마다 1 피스를 무작위로 확인하십시오. 대각선 편차 : 1000mmx1000mm 허용 편차 ≤1mm, 사각형 통치자가있는 강철 줄자를 사용하여 각 배치의 5%를 무작위로 확인합니다. 버 크기 : 얇은 판 ≤0.05mm, 현미경 (배율 50 회)을 사용하여 각 교대의 첫 번째 및 마지막 부분을 확인하십시오.
(iii) 무거운 게이지 컷에 대한 일반적인 품질 문제에 대한 솔루션
공차 크기 : 공급 롤러가 미끄러지면 장력을 조정하거나 마모 된 롤러를 교체하십시오. 서보 모터 인코더가 실패하면 오실로스코프를 사용하여 펄스 신호를 감지하고 손상된 부품을 교체하십시오.
절단 표면 버가 표준을 초과합니다. 블레이드 가장자리 반경이> 0.03mm 인 경우 ≤0.01mm로 다시 분쇄해야합니다. 블레이드 간격을 표준 값으로 재조정하십시오.

워크샵 온도 및 습도 : 온도는 15-30 ℃에서 제어되며, 습도 ≤60% RH, 습한 환경으로 인해 접시의 녹슬지 않는다.
반 세시주의 측정 : 펀치 프레스 (진동 가속 ≤0.5g)와 같은 진동 소스에서 멀리 떨어진 장비 기초의 두께가 300mm 이상인 콘크리트를 쏟아 부었다. 안전 인터록 : 비상 정지 버튼 응답 시간 ≤0.5 초,길이 기계에 대한 무거운 게이지 절단보호가 켜질 때 자동으로 전원을 끕니다.