핫 롤 슬릿 라인금속 가공 산업에서 널리 사용되는 중요한 생산 장비입니다. 주요 기능은 더 넓은 열속 금속 코일을 길이 방향을 따라 필요한 폭의 여러 스트립으로 자르는 것입니다. 이 스트립은 일반적으로 후속 롤링, 블랭킹, 콜드 굽힘 및 스탬핑 공정에 사용되며 다양한 산업 제품의 기본 재료가됩니다. 이 기사는 워크 플로, 기술 매개 변수, 일반적인 운영 문제 및 핫 롤 슬릿팅 기계의 솔루션을 자세히 소개합니다. 더 많은 매개 변수 나 비디오 정보를 얻어야하는 경우 Kingreal Steel Slitter와 상담하십시오!

뜨거운 롤 플레이트는 난방 후 롤링되는 강판 또는 스트립입니다. 주요 장점은 다음과 같습니다.
높은 인성 : 핫 롤 플레이트는 고온에서 가공되어 약간의 내부 응력을 제거하고 재료의 인성을 향상시킬 수 있습니다.
비용 효율성 : 콜드 롤 플레이트와 비교할 때, 핫 롤 플레이트는 생산 비용이 낮으며 대규모 생산에 적합합니다.
높은 생산 효율성 : 핫 롤링 슬릿 머신은 대형 코일을 필요한 폭으로 빠르고 효율적으로 썰어 시장 수요의 변화에 적응할 수 있습니다.
이러한 특성으로 인해, 핫 롤 플레이트는 건물 구조, 중장비 제조 및 기타 분야에 널리 사용되었습니다.
|
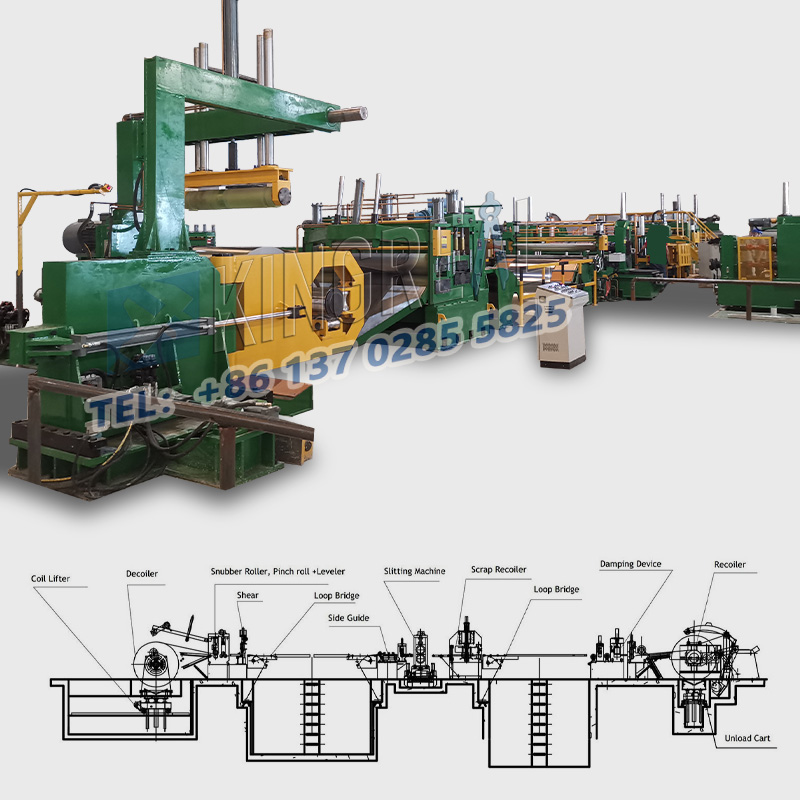
로딩핫 롤 슬릿 라인: 운영자는 뜨거운 롤 코일을 Decoiler Mandrel에 공급합니다. 핫 롤 슬릿 팅 머신을위한 끊임없는 : 해로 러는 메인 코일을 풀고 강철을 슬리팅 헤드에 공급합니다. 뜨거운 롤링 슬릿 라인을위한 슬릿 팅 : 슬리팅 헤드에서 강철은 회전 블레이드에 의해 여러 개의 좁은 스트립으로 슬릿합니다. 핫 롤 슬릿트 머신 검사 : 운영자는 각 가닥을 검사하여 사양 너비 및 모서리 조건이 요구 사항을 충족하는지 확인합니다. 뜨거운 롤링 슬릿 라인에 대한 응력 완화 : 가닥은 환형 구덩이를 통과하여 슬릿팅 후 재료의 응력을 제거하고 굽힘없이 되감기를 보장합니다. 번들링 및 포장 : 고객 요구 사항에 따라 각 스트랜드를 번들로 만들고 포장합니다. |
 |
모델
모델 1
모델 2
모델 3
모델 4
원래 코일
뜨거운 롤링 플레이트
뜨거운 롤링 플레이트
뜨거운 롤링 플레이트
뜨거운 롤링 플레이트
재료 두께
0.8mm-6.0mm
0.8mm-6.0mm
2.0mm-122.0mm
3.0mm-16.0mm
재료 너비
1600mm (최대)
1800mm (최대)
2000mm (최대)
2200mm (최대)
코일 무게
30 톤 (최대)
30 톤 (최대)
30 톤 (최대)
30 톤 (최대)
너비 정확도
± 0.15mm
± 0.15mm
± 0.2mm
± 0.3mm
단위 속도
120m/분 (최대)
120m/분 (최대)
80m/분 (최대)
60m/분 (최대)
|
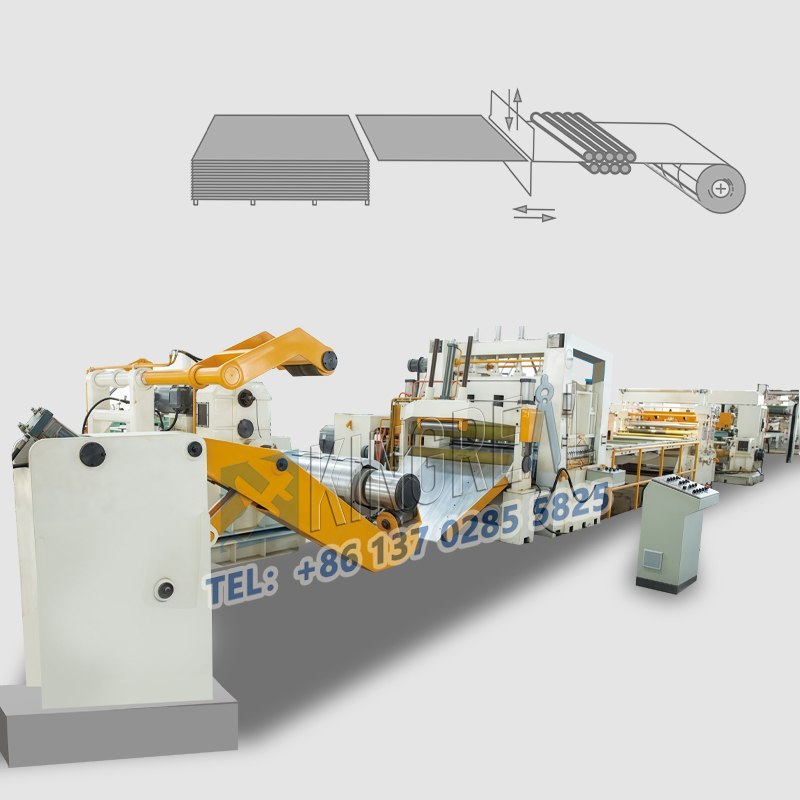
① 고효율 슬릿 조용 용량을 갖는 핫 롤 슬릿 팅 머신 주목할만한 기능핫 롤 슬릿 팅 머신동시에 최대 40 개의 좁은 스트립을 슬릿 할 수 있다는 것입니다. 이 기능은 대규모 생산에 대한 고객의 요구를 크게 충족시킵니다. 산업화 가속화로 인해 특히 건설, 자동차 제조 및 가정 기기와 같은 산업에서 금속 스트립에 대한 시장 수요가 증가하고 있습니다. Hot Rolled Slitting Line의 높은 슬릿 용량을 통해 제조업체는 짧은 시간 내에 많은 수의 자격을 갖춘 제품을 제공하여 생산 효율성을 향상시키고 단가 비용을 줄일 수 있습니다. |
 |
|
hot hot 롤 롤 슬릿 기계 Hot Rolled Slitting Line은 완전 자동화 된 설계를 채택하며 고속 작동을 달성하기 위해 고급 제어 시스템이 장착되어 있습니다. 최대 생산 속도는 120m/분에 도달 할 수 있으므로 단위 시간당 더 많은 재료를 처리 할 수있어 생산 효율이 향상됩니다. 완전 자동화 된 설계는 수동 개입의 필요성을 줄일뿐만 아니라 인간 운영 오류의 가능성을 줄이고 제품 일관성과 품질을 향상시킵니다. Hot Rolled Slitting Line의 자동화 된 제어 시스템은 생산 공정을 실시간으로 모니터링하고 다양한 재료와 두께의 요구를 충족시키기 위해 정시에 매개 변수를 조정할 수 있습니다. |
 |
|
customized 핫 롤 슬릿 팅 머신 Kingreal Steel Slitter는 고객의 요구를 더 잘 충족시키기 위해S 맞춤형 핫 롤링 슬릿 라인 솔루션. 고객과 실제 생산 요구가 제공하는 도면에 따르면 KingReal Steel Slitter는 다양한 핫 롤 슬릿 머신 제조 솔루션을 설계하여 고객의 생산 공정의 효율성과 원활성을 보장 할 수 있습니다. Kingreal Steel Slitter Hot Rolled Slitting Machines는 서로 다른 두께의 코일에 적응하기 위해 세 가지 주요 유형으로 나뉩니다. 라이트 게이지 슬리팅 머신 : 두께가 0.2mm ~ 3mm 인 코일을 가공하는 데 특화되어 있습니다. 중간 게이지 슬릿팅 기계 : 두께가 3mm ~ 6mm 인 코일에 적합합니다. 헤비 게이지 슬릿팅 기계 : 두께가 6mm ~ 16mm 인 코일을 가공 할 수 있습니다. |
 |
그만큼핫 롤 슬릿 라인슬릿팅 과정에서 측면 굽힘을 생성 할 수 있습니다. 다음과 같은 이유로 인해 발생할 수 있습니다.
1. 원료 굽힘 :
롤링 과정에서 강판의 응력이 완전히 제거되지 않습니다. 종 방향 전단 후, 응력이 방출되고 플레이트가 구부러집니다. 플레이트 중간의 응력이 양쪽으로 방출되면 플레이트는 바깥쪽으로 구부립니다. 플레이트의 양쪽의 응력이 중간으로 방출되면 플레이트는 중간으로 구부러집니다.
2. 버로 인한 굽힘 :
세로 전단 동안 블레이드 갭의 부적절한 조정으로 인해 버가 더 큽니다. 구르는 경우, 가장자리의 버는 더 큰 판 두께와 동일하여 가장자리가 스트레칭하고 구부러집니다.
3. 상단 블레이드와 하부 블레이드 사이의 고르지 않은 간격으로 인한 굽힘 :
왼쪽과 오른쪽 간격이 더 크면, 전단 부분의 압입도 더 크고, 왼쪽과 오른쪽 간격보다 간격이 작은 측면은 더 큰 스트레치를 가지므로 구부러집니다.
4. 고르지 않은 긴장으로 인한 굽힘 :
롤링시 강판의 전체 폭에 동일한 장력이 적용되어야합니다. 장력이 한쪽에 집중되면 굽힘이 발생합니다.
5. 편차 보정 장치의 빠른 움직임으로 인한 굽힘 :
처리 중에 편차 보정 속도가 너무 빠르면 편차 보정과의 접촉 측면이 부분적으로 확장되고 구부러집니다.
세로 전단 후 시트 재료가 구부러지면 시트 코일링의 품질에 심각한 영향을 미치므로 제거해야합니다. 시트 롤링, 장비 조정 및 작동 방법과 같은 이유에주의를 기울여야합니다.